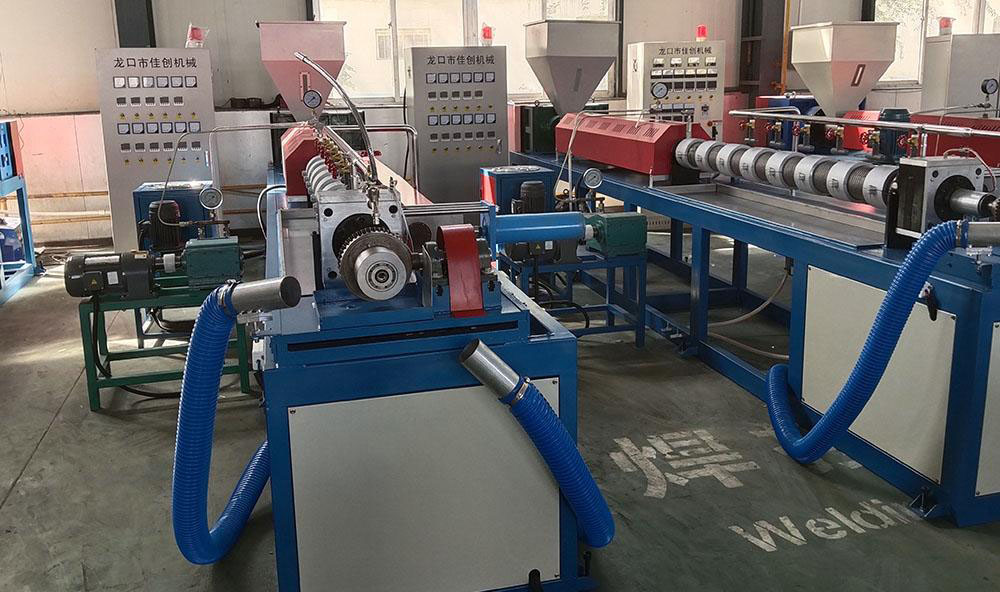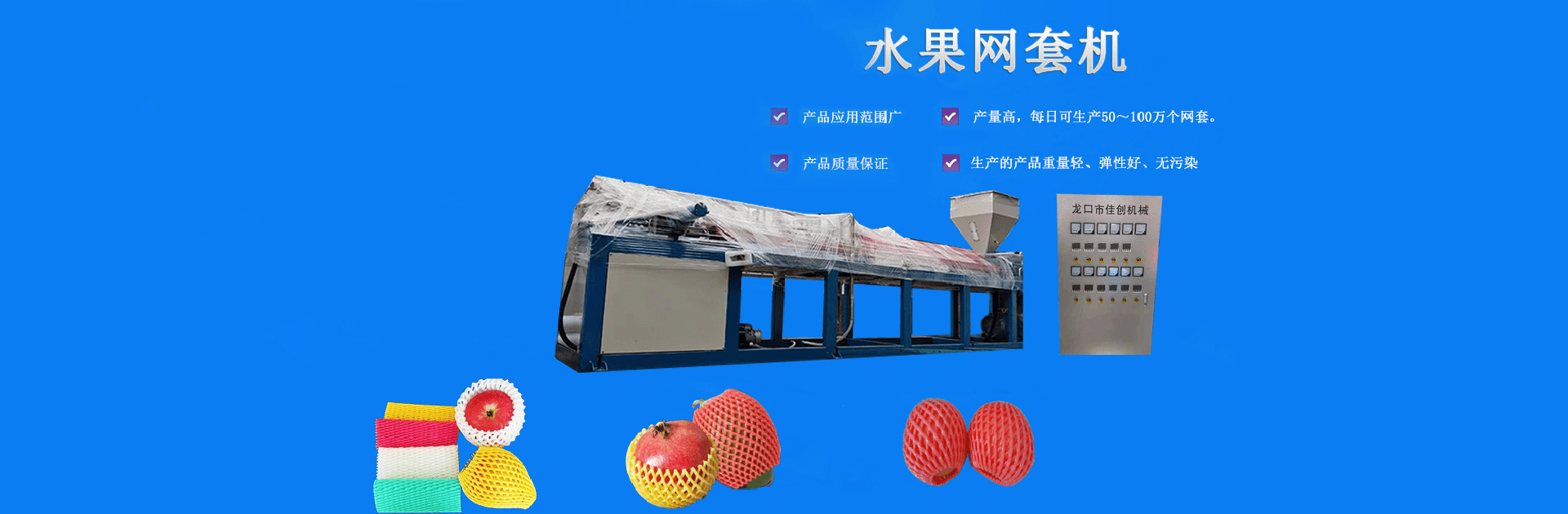

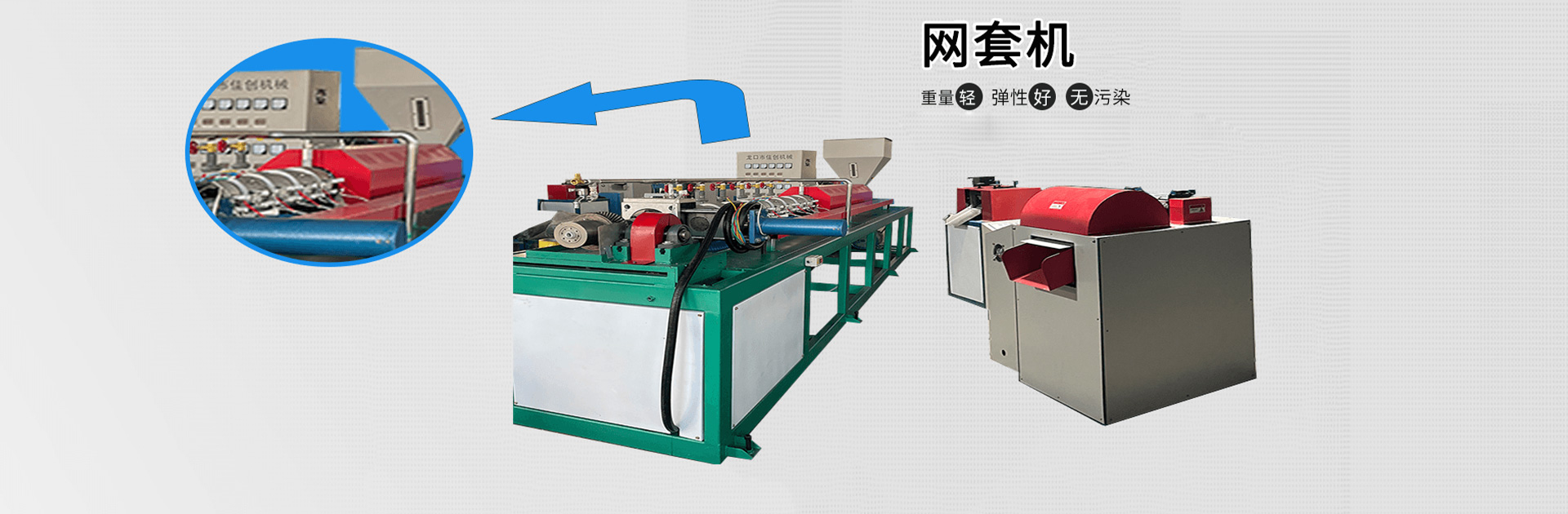
网套机作为生产水果、蔬菜等产品防护包装的关键设备,其核心工作部件如螺杆、射咀的维护保养直接关系到生产效率和产品质量。正确的拆卸、更换与防锈处理能有效延长设备寿命,确保生产安全。本文将系统介绍相关操作步骤及注意事项。
一、拆卸前的安全准备与停机处理
1. 停机与清料
在拆卸螺杆前,需彻底清理料筒内的残留熔料。首先将料筒温度升至比正常生产温度高10℃–20℃(如停机生产PE料,原温度180℃可升至190–200℃),加入清料(如PP料)并射空料筒,确保无残留。随后执行螺杆松退,关闭电源,拆下射座防护罩和上盖。注意: 料筒未达到预调温度时严禁启动机器,新开电热需温度稳定30分钟后再操作。
2. 安全防护
网套机使用的丁烷气为易燃易爆气体,操作前需确保车间通风良好,20米内严禁烟火。拆卸时需佩戴高温手套与护目镜,避免烫伤和异物进入料筒。
二、螺杆与射咀的拆卸步骤
1. 螺杆拆卸顺序
• 分离驱动部件:用内六角扳手拆卸螺杆尾部螺丝,使螺杆与驱动轴键连接脱开。
• 移除连接件:拆卸连接法兰的卡环和螺丝,轻轻拨动螺杆使其前移。
• 处理螺杆头:当螺杆头部露出机筒时,立即拆卸螺杆头连接螺纹(注意:此处多为左旋螺纹),随后取下止逆环和密封环。
关键提示:全程使用专用工具,严禁重锤敲击,以免损坏螺纹或导致螺杆弯曲。若螺栓生锈卡死,可喷涂松动剂浸润10–15分钟,轻敲震动后再拆卸,避免暴力拧断。
2. 射咀与附件的拆卸
先拆下射咀和法兰的发热圈、感温线,再用工具旋下射咀组件。若射咀与机筒连接处有碳化料粘附,可加热至塑料软化温度后清理。
三、部件的清理、检查与更换
1. 趁热清理残料
拆卸后的螺杆、射咀、止逆环等需趁热用铜刷或铲刀清除黏料。顽固残料可置于烘箱加热至最低软化温度(如PE料约120℃)后清理。禁忌使用钢刷,以免划伤部件表面。
2. 磨损检查与修复
• 轻微磨损:用油石或细砂布研磨划痕。
• 严重损伤:若螺杆螺纹磨损导致与料筒间隙过大(漏流增加、注塑不稳定),需补焊耐磨合金并重新磨削;机筒磨损严重时,需同步更换螺杆与料筒。
• 射咀检查:检查射咀孔道是否堵塞或变形,轻微磨损可抛光修复,严重时需更换。
3. 更换标准
当部件出现以下情况时应更换:
• 螺杆螺纹工作面深度磨损超过30%;
• 射咀内部通道出现无法清理的碳化层;
• 密封环或止逆环失去弹性导致熔料回流。
四、防锈处理与储存方法
1. 表面防锈处理
部件清洁后,立即用溶剂(如丙酮)除油,并涂敷高温防锈润滑脂(如二硫化钼耐热脂)或防护油(10W-40机油)。长期储存可涂黄油并包裹防锈膜。关键区域:螺杆螺纹、射咀螺纹、法兰连接面需均匀涂抹防紧蚀膏(耐温≥800℃),便于下次拆卸。
2. 储存规范
• 小型螺杆应悬挂或平放于木箱(垫木块防变形);射咀等小件需用塑料盒单独存放。
• 储存环境需干燥通风,定期检查防锈层完整性,潮湿地区可放置干燥剂。
五、重新组装与开机调试
1. 组装要点
• 按拆卸逆序组装,所有螺纹部位涂耐热脂(如二硫化钼),法兰螺丝需对角拧紧以确保受力均匀。
• 安装后手动转动螺杆,确认无卡滞感。
2. 开机调试
• 首次加热分两阶段:先升温至180℃保温5分钟,再升至工作温度(如250℃)保持15分钟。
• 空载测试射胶与松退动作5次(不加料),检查有无异响或摩擦。随后投入少量原料试运行,观察出料是否均匀。
规范化的拆卸、防锈与组装操作能显著降低网套机故障率。定期维护(如每三个月检查螺杆间隙)结合正确的储存措施,可避免非计划停机,提升设备综合效率。对于高精度产品生产,建议每半年至一年委托专业机构检测螺杆与料筒的配合尺寸,及时调整工艺参数。