
网套机头部分负荷与满负荷运行时的故障应对策略
生产线上,机头故障往往意味着成本激增与交货延迟,而科学的应对策略能化危机为转机。
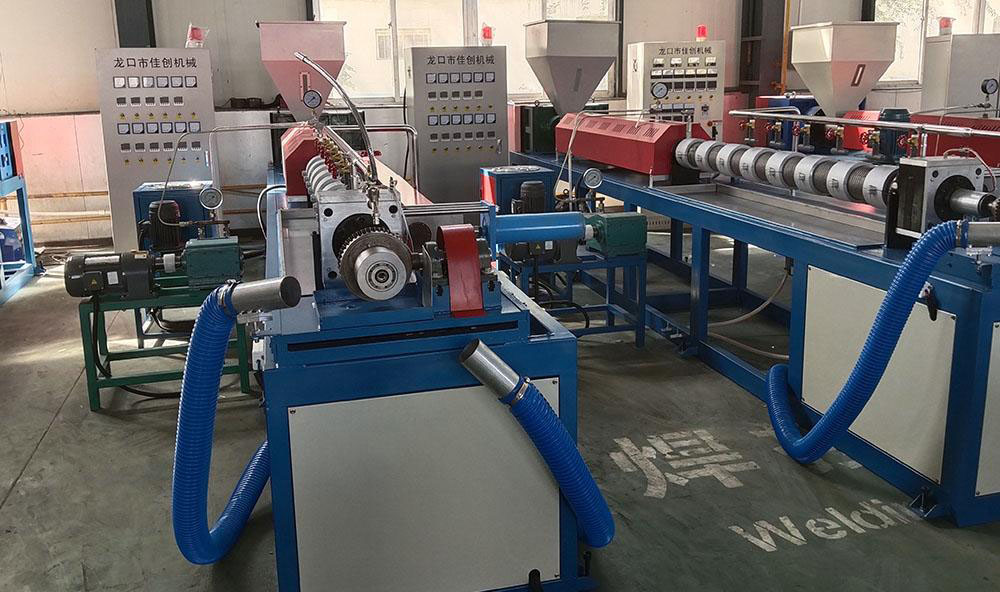
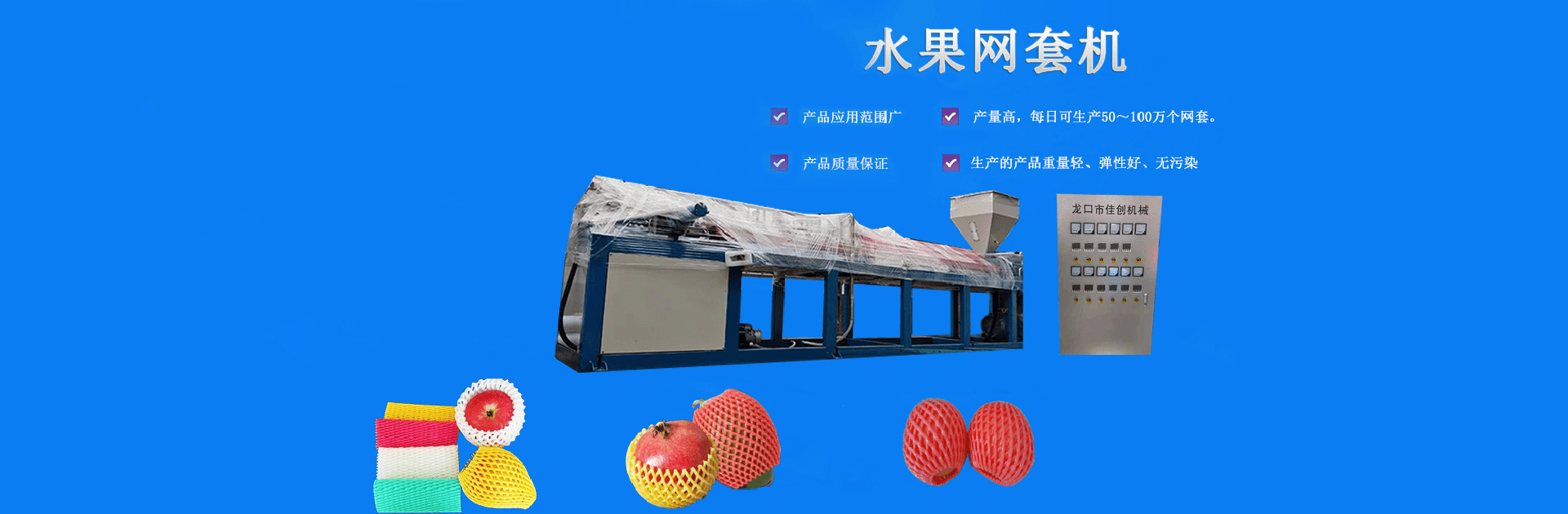
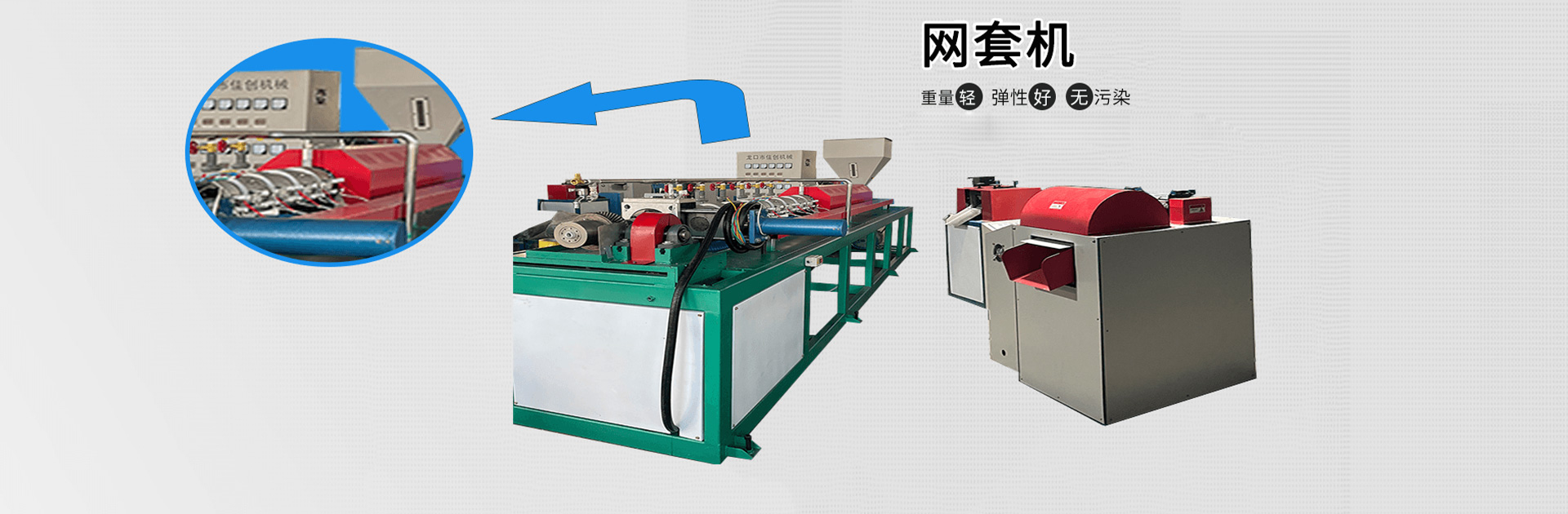
在水果网套生产过程中,机头作为关键部件,其运行状态直接影响到整个生产线的效率与稳定性。根据网套机的运行特性,可分为部分负荷运行和满负荷运行两种工况,不同工况下机头故障的应对策略也各有侧重。
01部分负荷运行时的故障应对策略
当网套机在部分负荷状态下运行时,通常意味着并非所有机头都处于工作状态。这种情况下,若正在运行的机头出现故障,存在空置机头便可转为备用机使用。
这种备用机切换机制具有显著优势:无需停机即可实现故障转移,大大减少了生产中断时间,提高了设备利用率。
要实现这种灵活切换,生产线设计时需考虑冗余配置。例如,在设备选型阶段,就有意识地为关键生产线配置比基本需求更多的机头数量,为部分负荷运行时的故障应对创造基础条件。
部分负荷下的故障应对,体现的是“预防为主”的维护理念。通过合理调度生产计划,避免所有机头长期处于满负荷状态,可以为突发故障提供缓冲空间。
02满负荷运行时的故障挑战与应对
满负荷运行是指所有机头都处于高强度工作状态。此时若一个机头出现故障,情况就远比部分负荷时复杂。
以一个400吨的机组为例,该机组配备两个机头,单机头负荷分别为200吨。满负荷运行时,整个机组的空调负荷为400吨。如果一个机头突然出现故障,剩下的一个200吨机头就需要承担400吨的负荷,这显然超出了其设计capacity。
面对这种严峻情况,可采取以下应对策略:
•紧急维修与负载调整:立即组织技术人员对故障机头进行排查维修,同时适当降低整线生产速度,减轻对单一机头的压力
•预设应急方案:对于关键生产线,应提前制定满负荷运行时的故障应急预案,包括人员分工、抢修流程和替代方案等
•冗余设计考虑:对于持续高负荷运行的生产环境,可在规划设计阶段就考虑一定的冗余度,避免“零余量”设计
满负荷运行时机头故障的影响是全局性的,不仅影响产量,还可能因过载而导致次生故障。因此,建立快速响应机制至关重要。
03机械安装与维护对故障预防的重要性
正确的机械安装与定期维护是降低机头故障率的基础。弹簧压缩量要按规定进行,不允许有过大或过小现象,要求误差不超过2.00毫米。过大会增加端面比压,加速端面磨损;过小则会造成比压不足而不能起到密封作用。
安装过程中的精度控制同样重要:上紧压盖应在联轴器找正后进行,螺栓应均匀上紧,防止压盖端面偏斜,用塞尺检查各点,其误差不大于0.05毫米。同时,要检查压盖与轴或轴套外径的配合间隙(即同心度),四周要均匀,用塞尺检查各点允差不大于0.01毫米。
动环安装后必须保证能在轴上灵活移动,将动环压向弹簧后应能自动弹回来。网套机厂家要十分注意避免安装中所产生的安装偏差,这些微小的偏差可能成为未来故障的隐患。
日常操作中的维护同样不可忽视:每天开机注料前都必须做首件检验,根据发泡料实际情况调整发泡机参数,并做好设备运行记录。在发泡机调试或者待机状态,时刻注意将模式设定为循环模式,防止因为他人误操作而引起原材料的浪费及设备的损坏。
04网套机故障的诊断与常见问题处理
当机头故障发生时,快速准确的诊断是恢复生产的前提。以主电机不启动为例,可能的原因包括:程序错误、主电机线程问题、熔断丝烧坏,或与主电机相关的连锁装置起作用。
针对这种情况,可以采取以下处理步骤:检查网套机程序,按正确顺序重新打开;检查主电机电路;检查润滑油泵是否启动;检查与主电机相关的连锁装置的状态。需要注意的是,油泵不开,电机无法打开;变频器感应电未放完时,应关闭总电源等待5分钟以后再启动;同时检查紧急按钮是否复位。
定期维护保养是减少故障的有效途径:网套机的设计虽然合理,性能稳定,操作简单,维修方便,但必要的预防性维护能够显著降低突发故障的概率。旋转机头直接挤出成型,工艺流程短、制品成本低、易于操作,该设备采用变频控制,调速精度高、范围广、能耗低,但必须按照规范进行维护。
随着技术发展,现代网套机已采用变频控制,调速精度高、范围广、能耗低、运行可靠。EPE发泡网机组主机架长5.50米,宽0.8米,高1.80米,采用优质槽钢焊接而成,比同类产品机宽0.20米,使主机在正常生产中无振动现象,这些设计都提高了设备的稳定性。
未来,随着智能制造技术的普及,网套机头的故障预测与健康管理将成为趋势。通过传感器实时监测机头运行参数,结合大数据分析,可在故障发生前提前预警,从而将被动应对转为主动预防,最大化保障生产的连续性与稳定性。