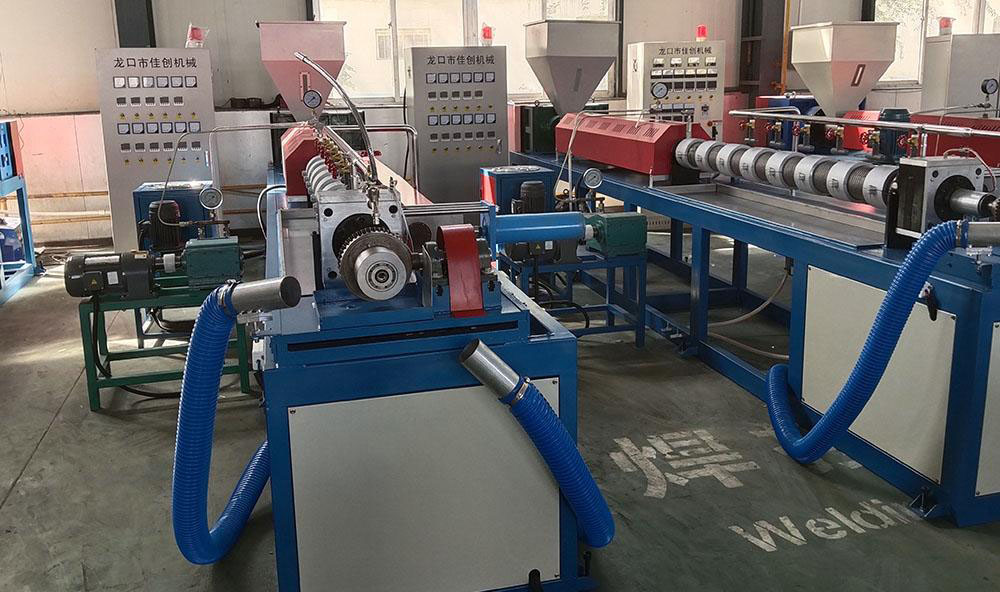

网套机(塑料发泡网套挤出机)的稳定运行高度依赖其加热系统。该系统负责将塑料原料均匀加热至熔融状态(通常150℃-200℃),为挤出成型提供基础。一旦加热系统失效,整条生产线将面临停机风险。为确保您能高效、安全地解决问题,请遵循以下系统化排查流程。
一、排查前安全准则
•断电操作:在开始任何检查前,务必切断设备总电源,并等待加热部件完全冷却。
•防护到位:操作时请佩戴绝缘手套,使用合格的电气检测工具(如万用表),防止触电。
二、系统性排查步骤
步骤一:基础供电与指令检查
首先排除最简单的可能性。确认设备电源已稳定接通,输入电压在正常范围内。检查控制面板,确保加热功能的总开关已开启,观察电源及加热状态指示灯是否正常亮起。同时,查看设备电气柜内的熔断器(保险丝)是否完好。
步骤二:温度控制核心诊断
如果供电正常,问题可能出在控制系统。检查温控器的设定温度是否正确,显示屏有无异常代码或黑屏。接下来,重点检测温度传感器(通常是PT100或热电偶),它如同系统的“感觉神经”,若损坏或信号线断路,温控器会收到错误信号导致不加热。可使用万用表测量其电阻或毫伏值是否在标准范围内。最后,检查固态继电器,其工作指示灯的状态(如输入/输出指示灯)可直观反映其是否正常接收信号并导通。
步骤三:加热执行部件检测
这是故障高发环节。网套机料筒分段包裹的加热圈(或加热管)是直接产热的部件。在断电情况下,用万用表电阻档分段测量每个加热圈的阻值。阻值若为无穷大(开路)或接近于零(短路),都表明该加热圈已损坏,需要更换。同时,仔细检查所有加热圈的电源接线端子,氧化、松动或虚接都会导致接触电阻过大,影响加热效果,甚至打火。
步骤四:关联系统与负载影响评估
有时,问题并非由加热系统本身引起。需检查设备的冷却系统(如冷却风扇或水冷回路)是否在不当运行,持续带走过多热量,导致升温困难。此外,机械负载异常也需关注,例如螺杆与料筒因磨损导致间隙过大,或背压过高,会使得挤出阻力异常,也可能干扰温控稳定性。
三、典型故障现象与对应措施
掌握常见故障的对应关系,能加速判断:
•现象:完全无法加热,无温度显示。
•对策:按顺序检查总电源、加热开关、熔断器。
•现象:温控器有显示,但温度始终不上升。
•对策:重点怀疑加热圈断路或固态继电器损坏。分段测量加热圈电阻,检查继电器输入输出信号。
•现象:温度显示与实际感知温度偏差巨大。
•对策:极可能是温度传感器损坏或安装位置脱离测温点,应进行更换或重新安装。
•现象:温度波动剧烈,控制不稳。
•对策:检查是否有冷却干扰,或电源电压波动过大。也可能是某段加热圈性能劣化,导致加热功率不均。
•现象:加热速度明显变慢。
•对策:检查加热圈表面是否覆盖厚层油污或积碳(形成隔热层),或内部电热丝已老化。同时,需排查料筒内壁是否有严重碳化料堆积。
四、日常维护与预防
预防胜于治疗。应定期清洁加热圈表面积垢,确保散热良好;紧固所有电气管线接头,防止松动氧化;记录设备正常时的升温曲线和电流值,作为日后诊断的基准;并依据设备手册,定期对温控系统进行校准和保养。
总结而言,网套机加热系统排查是一个逻辑性过程,从电源、控制到执行部件,由简入繁层层递进。掌握以上方法,您可解决大部分常见故障。但对于涉及核心程序、精密机械部件的问题,建议及时联系设备供应商或专业工程师,确保设备得到彻底修复。