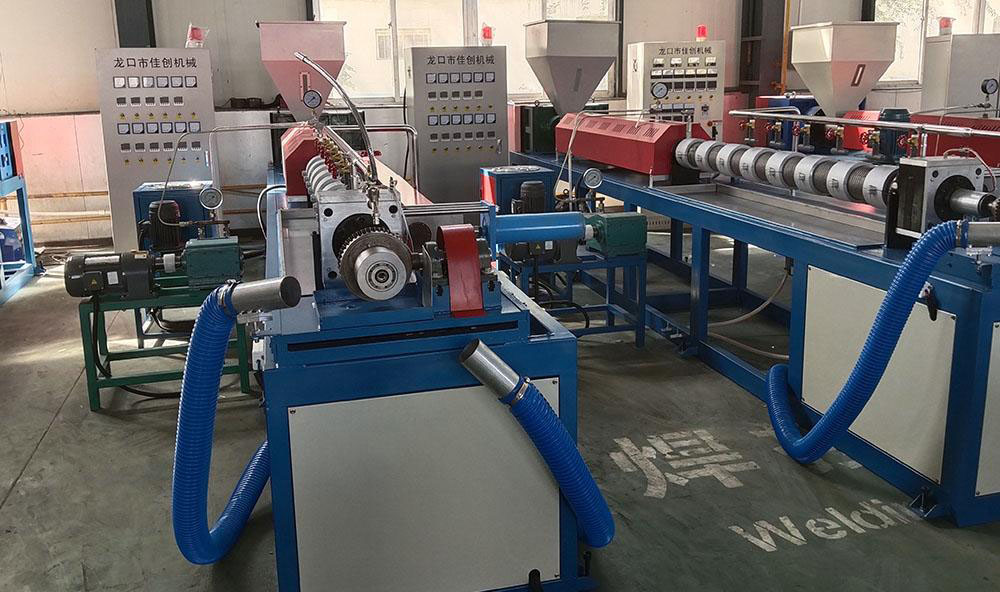

网套机在生产过程中出现出网不均匀、断丝等问题,会严重影响产品质量和生产效率。这些问题通常由多种因素共同导致,需要系统性地排查和解决。以下是针对这些常见问题的原因分析和解决方案。
一、出网不均匀的主要原因及解决方法
1.原料问题
原因分析:原料质量差、颗粒不均匀或含有杂质,会导致进料不畅,挤出压力波动,从而造成出网厚度不均。EPE珍珠棉设备压力不稳会导致挤出量时大时小,做出来的产品就会波动,出现纵向波浪不平。
解决方案:
•使用高质量的塑料颗粒,确保原料无杂质且颗粒均匀
•对原料进行干燥处理,避免受潮影响生产
•使用筛网过滤杂质,避免异物进入机器
2.设备参数设置不当
原因分析:温度、压力、速度等参数设置不合理,导致物料熔化不均或输送不畅。主电机转速不均匀,转速时快时慢,会导致压力波动;喂料不均匀,送料时满时空,也会造成压力不稳定。
解决方案:
•根据原料特性和生产要求,调整机器参数
•监控运行过程中的参数变化,确保稳定性
•定期检查参数设置,避免因参数错误导致效率低下
3.模具问题
原因分析:模具设计不合理或磨损,导致物料流动不畅或分布不均。模具流道设计不合理会导致物料流动不畅。
解决方案:
•优化模具流道设计,确保物料流动均匀且快速
•定期清理模具,避免物料残留影响生产
•检查模具的流道设计,确保物料流动顺畅
4.温度控制不当
原因分析:料筒或模具温度过高或过低,导致物料熔化不均或冷却过快。
解决方案:
•根据原料特性和生产要求,调整料筒和模具的温度设置
•使用温度监控设备,确保温度稳定
二、断丝问题的主要原因及解决方法
1.模具问题
原因分析:模具上机尺寸调整出错,在编织过程中会造成正常压缩比的比例混乱,造成断线。模具上机过程中断油或者断水,造成模具短时间跑大孔距,压缩比例出现失调的状况,从而断丝。
解决方案:
•保证模具的上机尺寸绝对准确
•及时给每块模具添加润滑剂,保证它的冷却和润滑
•当编织过程中出现柳条丝时,更换模具,保证柳条丝的现象不再发生
2.设备磨损
原因分析:螺杆、料筒、模具等关键部件磨损或老化,导致物料输送不畅或成型效果差。模具中某块天然路耗过快,造成编织中前后压缩比例失调,出现断丝现象。
解决方案:
•定期检查螺杆、料筒、模具等关键部件的磨损情况,及时更换或修复
•对设备进行润滑保养,确保运行顺畅
•更换磨损严重的模具,调整前后压缩比例,直至正常
3.机械故障
原因分析:电机、轴承、皮带等部件故障,导致机器运行不稳定或停机。网套机变频器报警或频率异常也会影响设备稳定运行。
解决方案:
•定期检查电机、轴承、皮带等部件的运行状态,及时更换损坏零件
•安装故障报警系统,提前发现潜在问题
•检查叼丝轮上的压簧是否压得不紧,或者是叼丝轮上的槽磨损严重
4.操作不当
原因分析:操作人员未按规范操作,导致机器过载或参数设置错误。断丝头上有毛刺,可能是横竖断丝刀间隙太大。
解决方案:
•对操作人员进行专业培训,确保其熟悉设备操作流程和注意事项
•制定标准化操作手册,减少人为失误
•调整横竖刀间隙,如果还不行,检查横竖刀是否磨损严重
三、综合预防与维护措施
1.定期维护设备
•定期检查螺杆、料筒、模具等关键部件的磨损情况,及时更换或修复
•对设备进行润滑保养,确保运行顺畅
•检查各紧固件是否拧紧,叼丝轮的旋转方向是否符合规定的方向
2.优化生产环境
•控制生产环境的温度和湿度,避免物料受潮或粘附
•保持生产区域清洁,减少杂质进入设备
3.加强操作培训
•对操作人员进行专业培训,确保其熟悉设备操作流程和注意事项
•制定标准化操作手册,减少人为失误
4.引入自动化技术
•采用自动化控制系统,减少人为干预,提高生产效率
•使用智能监控设备,实时跟踪生产状态,及时调整参数
5.数据分析与优化
•收集生产数据,分析效率低下的根本原因
•根据数据分析结果,制定针对性的优化方案
四、开机前的准备工作
为确保网套机正常运行,开机前应做好以下准备工作:
1.检查水路、气路和电源电压是否正常,各动力电机转动是否灵活,旋转方向是否正确
2.检查加料斗,不得存在异物,尤其是金属和其它坚硬杂物
3.检查设备连接件是否存在松动、各阀门位置是否正确
4.润滑系统的检查:将润滑油加入齿轮传动箱内,直到油标指示的刻度,检查油循环系统和供油情况是否良好
5.开机过程中,无关人员应离开,要防止物料局部过热冲出灼伤
通过系统性地排查和解决上述问题,可以有效减少网套机出网不均匀和断丝现象的发生,提高生产效率和产品质量。定期维护和保养设备,加强操作人员培训,优化生产参数,是确保网套机稳定运行的关键措施。