
高效稳定生产必备:网套机核心技术与常见故障解决方案
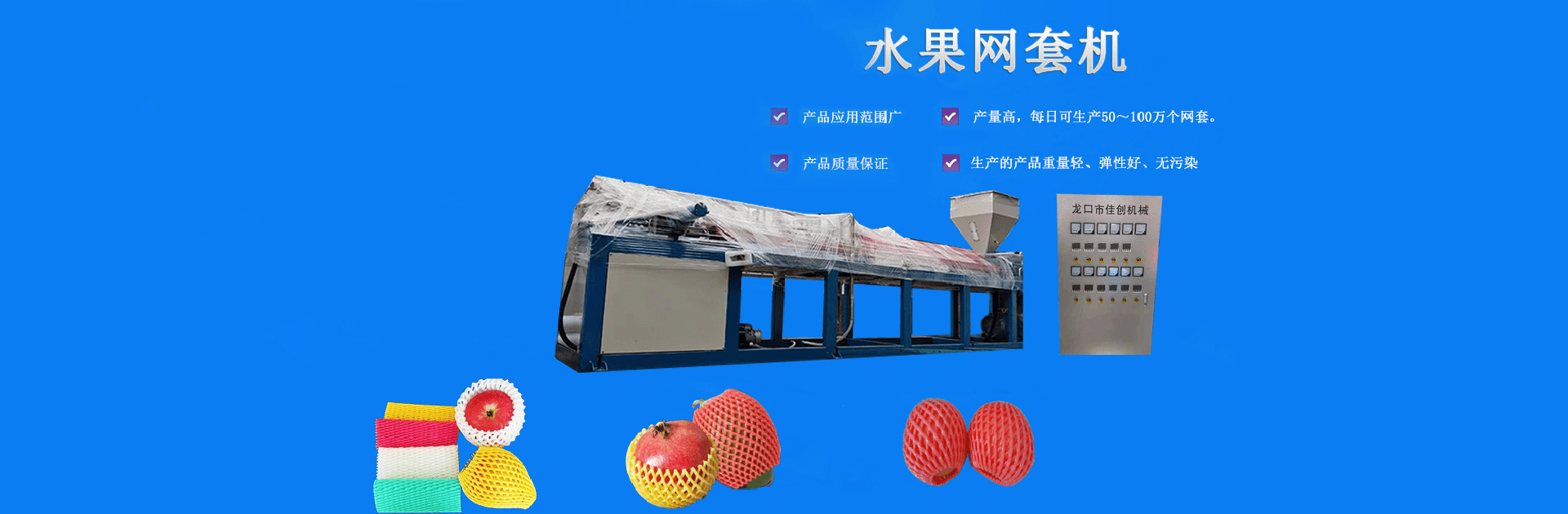
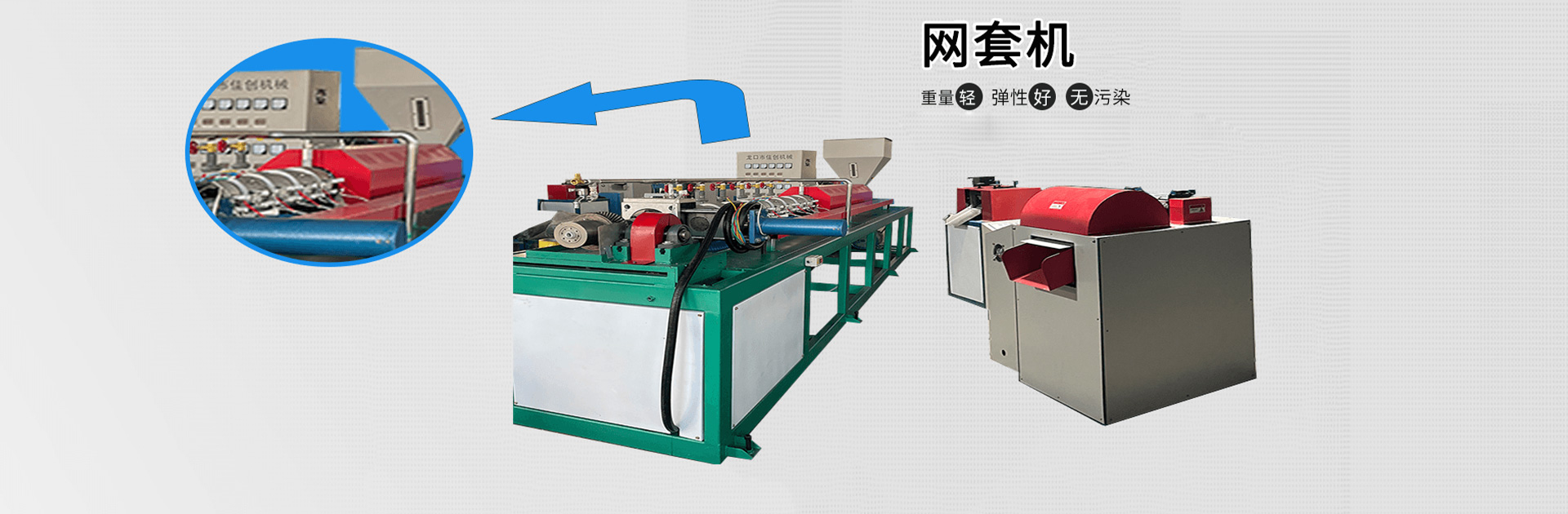
网套机(又称发泡网套机、塑料网套挤出机)是用于生产各类塑料发泡网套(如水果网套、工业缓冲网套等)的关键设备,广泛应用于食品包装、物流防护、农业等领域。其核心功能是通过挤出、发泡、成型等工艺,将塑料原料转化为轻质、高弹、抗冲击的网状结构产品。在现代生产中,网套机的稳定性与效率直接影响产品质量、生产成本及企业竞争力,因此掌握其核心技术原理及常见故障解决方案,是保障生产线高效运行的关键。
一、网套机核心技术解析:从原料到成品的全流程控制
网套机的核心价值在于通过精密的机械设计与工艺控制,实现塑料原料(如LDPE、LLDPE等)的均匀熔融-化学/物理发泡-精准成型,最终产出符合规格的网套产品。其技术体系可分为五大核心模块:
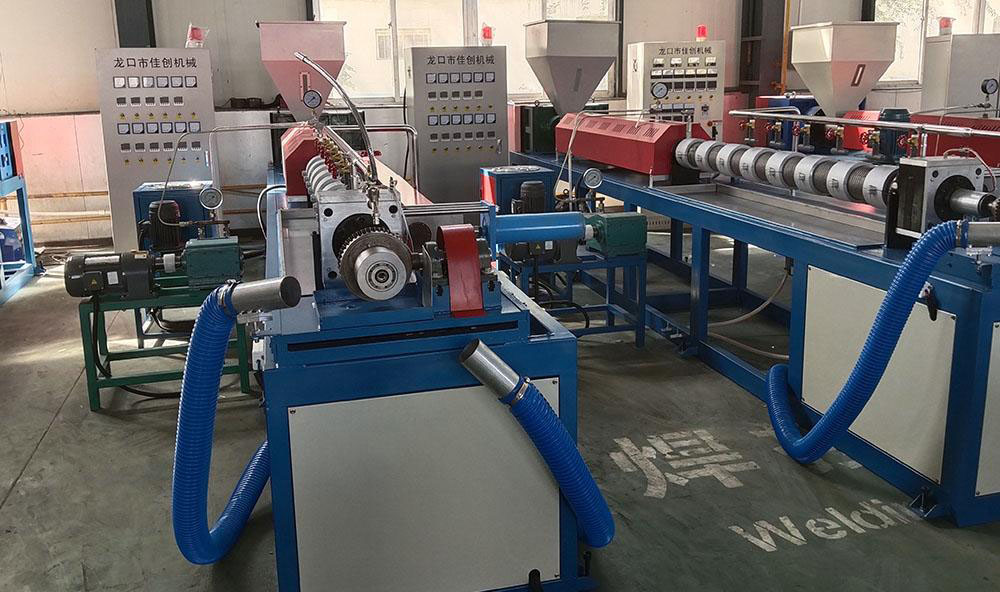
1.挤出系统:原料熔融与输送的基础
挤出系统是网套机的“动力心脏”,主要由螺杆、料筒、加热器及驱动电机组成。其核心任务是将塑料颗粒均匀加热至熔融状态,并以稳定的压力和流量输送至后续工序。
•关键技术点:
•螺杆设计:需根据原料特性(如LDPE流动性强,需低剪切螺杆;若添加发泡剂,则需耐磨损螺杆)优化长径比(通常20:1~30:1)、压缩比(2:1~3:1)及螺纹结构,确保物料混合均匀且避免过热分解。
•温度控制:料筒分段加热(一般分3~5段),温度范围通常为150℃~200℃(具体因原料而异),需通过PID温控系统精准调节,避免局部过热导致原料碳化或发泡剂提前分解。
•熔体压力稳定:通过螺杆转速(通常50~150rpm)与背压阀配合,保证熔体压力恒定(一般8~15MPa),防止出料波动影响发泡均匀性。
2.发泡系统:赋予网套轻质高弹特性的关键
发泡是网套区别于普通塑料制品的核心工艺,分为化学发泡(添加发泡剂如AC发泡剂)和物理发泡(注入氮气、丁烷等气体)两种主流方式。
•化学发泡原理:发泡剂在高温(约180℃~200℃)下分解产生气体(如CO₂、N₂),气体在熔融塑料中形成微小气泡核,经冷却定型后保留为网状结构。
•物理发泡优势:通过精确控制气体注入量(如氮气压力0.5~2.0MPa),可实现更均匀的泡孔分布,产品弹性与抗压性更优(常见于高端水果网套)。
•技术难点:发泡剂分散均匀性(需通过螺杆混炼段强化混合)、气泡核稳定性(温度/压力波动易导致气泡合并或破裂)、泡孔尺寸控制(直接影响网套密度与手感)。
3.成型系统:网套结构成型的精密控制
成型系统负责将发泡后的熔体通过模具定型为连续网套,主要包括模头、冷却装置及牵引机构。
•模头设计:采用多孔式或狭缝式结构(孔径0.5~2mm,孔间距根据网套密度调整),需确保熔体均匀分布,避免局部缺料或过厚。模头温度通常比料筒低10℃~20℃(约160℃~180℃),防止熔体提前冷却堵塞。
•冷却定型:通过风冷(风机+风道)或水冷(循环水套)快速降低熔体温度(至80℃以下),使气泡结构固定。冷却速度直接影响泡孔壁厚度(冷却过快易导致脆性增加,过慢则尺寸不稳定)。
•牵引与切割:牵引辊以恒定速度(根据网套克重调整,通常5~20m/min)拉拽成型网套,配合旋转切刀或激光切割实现定长分割(如单个水果网套长度5~15cm)。
4.自动化控制系统:效率与精度的保障
现代网套机普遍集成PLC+触摸屏控制系统,可实时监控并调节温度、压力、转速、冷却时间等参数。部分高端机型还配备AI自适应调节模块,通过传感器采集熔体温度、压力波动数据,自动优化发泡剂注入量或螺杆转速,确保不同批次产品的稳定性。
5.辅助模块:原料预处理与废料回收
•原料干燥:LDPE等吸湿性原料需通过烘干机(温度60℃~80℃,时间2~4小时)去除水分,避免水解影响发泡性能。
•废料回收:边角料可通过粉碎机重新造粒(需控制再生料比例≤30%,否则易降低产品强度),实现降本增效。
二、常见故障及解决方案:快速定位与高效处理
网套机长期运行中,受原料波动、操作不当或部件磨损影响,常出现以下典型故障。掌握其原因分析与解决策略,可显著减少停机时间,保障生产效率。
故障1:网套表面粗糙/泡孔不均匀
现象:网套表面有颗粒感,泡孔大小不一(局部大泡或无泡)。
原因分析:
•原料未充分干燥(含水分导致发泡剂分解异常);
•螺杆混炼效果差(物料混合不均,发泡剂局部集中);
•模头温度过高/过低(熔体流动性差或气泡提前破裂);
•发泡剂添加量不足或分解不完全。
解决方案:
•检查原料干燥工艺(确保水分≤0.1%),必要时延长烘干时间;
•清理螺杆内残留杂质(如氧化皮),必要时更换混炼段螺杆;
•调整模头温度至合理范围(通常比料筒低10℃~15℃),观察泡孔改善情况;
•核对发泡剂添加比例(化学发泡剂一般为原料的0.5%~2%,物理发泡需校准气体注入压力)。
故障2:网套断裂/韧性不足
现象:网套拉伸时易断,或成品在运输中破损率高。
原因分析:
•熔体温度过低(塑料未完全塑化,分子链取向度高);
•冷却过快(泡孔壁过薄,结构脆弱);
•原料牌号错误(如使用高密度PE替代LDPE,弹性差);
•牵引速度过快(拉伸应力超过材料承受极限)。
解决方案:
•逐步提高料筒温度(每次调整5℃~10℃),观察熔体光泽度(塑化良好时呈透明或半透明状);
•降低冷却风速或水温(如水冷系统将循环水温度从20℃升至30℃);
•确认原料为低密度聚乙烯(LDPE)或线性低密度聚乙烯(LLDPE),避免混入HDPE;
•调整牵引辊速度(降低5%~10%),或优化模头出料量与牵引速度的匹配度。
故障3:设备不出料/出料不稳定
现象:挤出机无熔体输出,或出料时断时续,导致网套断续生产。
原因分析:
•料斗堵塞(原料结块或异物卡住);
•螺杆或料筒磨损(间隙过大导致漏流严重);
•加热系统故障(某段温度未达到熔融要求);
•背压过高(熔体无法正常推送)。
解决方案:
•停机清理料斗(检查是否有金属碎片、湿料结块),安装磁力架过滤金属杂质;
•拆卸螺杆与料筒,测量配合间隙(正常间隙为0.1~0.3mm,超差需更换磨损部件);
•逐段检查加热器(用测温枪确认实际温度与设定值偏差≤±5℃),修复断路或接触不良的加热圈;
•调整背压阀开度(降低至合理范围,通常0.5~1.5MPa),或检查熔体泵(若有)是否卡滞。
故障4:网套厚度不均/尺寸偏差大
现象:同一卷网套局部过厚或过薄,或网孔间距不一致。
原因分析:
•模头出料不均(模头内部堵塞或温度分布不均);
•牵引辊对中性差(网套跑偏导致局部拉伸不均);
•螺杆转速波动(电机或变频器故障导致供料不稳定);
•冷却定型区风速不均(风道设计缺陷或风机故障)。
解决方案:
•拆卸模头清理内部焦料(用铜丝疏通小孔),检查模头各区域温度(偏差≤±3℃);
•调整牵引辊水平位置(确保网套居中通过),必要时加装导向轮;
•检查电机及变频器参数(确保转速稳定,波动≤±2%),必要时更换老化电容;
•清理冷却风道(去除灰尘或堵塞物),平衡各区域风量(通过风速仪检测)。
故障5:电气系统异常(如温控失灵、电机异响)
现象:温度显示与实际不符、电机运行噪音大或突然停机。
原因分析:
•温控探头损坏(PT100或热电偶线路老化);
•PLC程序错误(参数设置被误修改);
•电机轴承磨损(润滑不足或负载过载);
•电源电压不稳(波动超过±10%)。
解决方案:
•用万用表检测温控探头阻值(对比标准曲线),更换失效探头;
•重启PLC并恢复出厂参数(或联系厂家重新烧录程序);
•检查电机轴承润滑情况(添加锂基脂),若异响持续则更换轴承;
•安装稳压器(输出电压波动≤±5%),避免电气元件因过压/欠压损坏。
三、总结:稳定生产的核心是“预防+精细管理”
网套机的高效稳定运行,不仅依赖于对核心技术的深度理解(如挤出、发泡、成型的协同控制),更需要建立“预防为主、快速响应”的维护体系:
•日常维护:定期清洁模头、检查螺杆磨损、校准温控系统(每周1次)、润滑传动部件(每月1次);
•操作规范:严格按照原料配比(如发泡剂添加量)、工艺参数(温度/速度)执行,避免随意调整;
•故障记录:建立故障台账(记录发生时间、原因、解决方案),通过数据分析优化设备管理策略。
掌握上述核心技术要点与故障解决方案,企业可显著降低网套机的停机率,提升产品一致性(如网套克重偏差≤±2%、泡孔均匀性≥90%),最终实现高效、低成本、高质量的生产目标。